Many construction material manufacturers struggle with inconsistent product quality and application failures. This leads to wasted materials, project delays, and unhappy customers, costing you time and money.
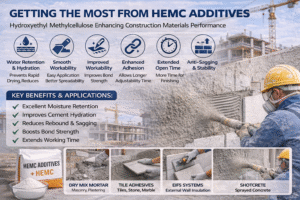
Hydroxypropyl Methylcellulose (HPMC)1 is a non-ionic cellulose ether that works as a thickener, binder, water retention agent, and film-former in building materials. It improves workability, adhesion, water retention, and consistency in mortars, renders, cement, and paints.

I've been in the cellulose ether manufacturing business for over 15 years. During this time, I've seen many clients struggle with choosing the right HPMC specifications for their products. Understanding the technical aspects of HPMC can make a big difference in your final product quality. Let me share some practical knowledge that will help you make better decisions.
What is the main use of hydroxypropyl methyl cellulose (HPMC)?
Manufacturers often use incorrect HPMC grades in their formulations, resulting in poor product performance, wasted resources, and unhappy customers. I've seen this mistake cost companies thousands in recalls.
HPMC's main uses include water retention in cement mortars, viscosity enhancement in paints, binding in pharmaceutical tablets, film-forming in construction materials, and stabilizing in personal care products. Its versatility comes from its ability to modify viscosity and retain water.

HPMC serves as a crucial additive across multiple industries due to its versatile properties. In construction materials, it significantly improves workability and prevents rapid water loss in mortars, ensuring proper cement hydration. For paint manufacturers, HPMC creates optimal consistency and reduces sagging on vertical surfaces.
In our factory, we customize HPMC for specific applications by adjusting methoxyl and hydroxypropyl content. For instance, higher methoxyl content provides better water retention for dry-mix mortars used in hot climates like Saudi Arabia, while lower methoxyl content works better for tile adhesives requiring flexibility.
Below is a breakdown of HPMC applications by industry:
| Industry | Applications | Benefits |
|---|---|---|
| Construction | Mortars, renders, tile adhesives, EIFS | Water retention, workability, adhesion |
| Paint | Water-based paints, primers | Thickening, anti-sagging, leveling |
| Pharmaceutical | Tablet binding, controlled-release | Film-forming, binding |
| Personal Care | Shampoos, creams, gels | Stabilizing, thickening |
| Food | Bakery, sauces, ice cream | Texture improvement, emulsion stability |
Hydroxypropyl methyl cellulose (HPMC) is divided into several, what is the difference between its use?
Many of my customers get confused by the different HPMC grades and end up selecting inappropriate types for their projects. This has led to unnecessary production problems and reformulation costs.
HPMC types differ in viscosity (ranging from 5-200,000 mPa·s), methoxyl content (19-30%), hydroxypropyl content (4-12%), and dissolution temperature. Construction grades have 27-30% methoxyl for water retention, while pharmaceutical grades have 19-24% methoxyl for dissolving in stomach acid.

HPMC's versatility comes from its adjustable molecular structure, which directly affects its performance in different applications. The methoxyl and hydroxypropyl substitution levels determine key properties like water retention, gel temperature, and surface activity.
In our production facility, we manufacture HPMC with viscosities ranging from 5 to 200,000 mPa·s to serve various market needs. For example, low-viscosity HPMC (5-400 mPa·s) works excellently in sprayable mortars and self-leveling compounds2, providing just enough water retention without becoming too thick. Medium-viscosity HPMC (400-30,000 mPa·s) is perfect for tile adhesives and renders, offering the right balance of workability and sag resistance.
The methoxyl content is particularly important for construction applications. Our products with 27-30% methoxyl content excel in hot climate applications, as I've observed with our customers in the Middle East. Meanwhile, HPMC with lower methoxyl content (19-24%) is preferred for pharmaceutical applications due to its solubility properties at different pH levels.
Here's a comprehensive breakdown of HPMC types and their applications:
| HPMC Type | Viscosity Range | Methoxyl Content | Primary Applications |
|---|---|---|---|
| Low Viscosity | 5-400 mPa·s | 28-30% | Self-leveling compounds, sprayable mortars |
| Medium Viscosity | 400-30,000 mPa·s | 27-29% | Tile adhesives, plasters, renders |
| High Viscosity | 30,000-200,000 mPa·s | 26-28% | Thick-bed mortars, stuccos, paints |
| Pharma Grade | Various | 19-24% | Tablet coatings, capsule manufacturing |
What are the dissolution methods of hydroxypropyl methyl cellulose (HPMC)?
I've seen many clients struggle with lumps and poor dispersion when mixing HPMC into their formulations. This problem creates inconsistent batches and quality control issues.
HPMC dissolves through either cold or hot methods. The cold method involves dispersing HPMC in hot water (80-90°C) and then cooling the mixture. The hot method disperses HPMC in cold water first to ensure even wetting, then heats to achieve complete dissolution.

Proper dissolution of HPMC is critical for achieving optimal performance in any application. The challenge stems from HPMC's tendency to form a gel layer when it contacts water, which can prevent complete hydration of the inner particles.
In our technical support sessions, I always recommend choosing the dissolution method based on your production setup. For large-scale operations with temperature-controlled mixers, the "hot-cold" method works best: distribute the HPMC in hot water (80-90°C) where it won't dissolve immediately but will get evenly wetted, then cool the mixture to allow complete dissolution as the temperature drops below the gel point.
For smaller operations or those without temperature control capabilities, the "cold-hot" method is more practical: disperse HPMC in cold water with high shear mixing to prevent lumping, then gradually heat the solution to achieve complete dissolution.
Dissolution time varies with viscosity grade. Based on our lab testing, low viscosity grades (100 mPa·s) typically dissolve in 20-30 minutes, while high viscosity grades (100,000 mPa·s) may require 2-3 hours for complete dissolution. Adding a dispersing agent like glycerin or ethanol (5-10% of HPMC weight) can significantly improve wetting and reduce dissolution time.
The table below summarizes key dissolution parameters:
| Dissolution Method | Initial Temperature | Process | Best For | Dissolution Time |
|---|---|---|---|---|
| Hot-Cold Method | 80-90°C | Disperse in hot water, then cool | Large-scale production | 1-3 hours depending on viscosity |
| Cold-Hot Method | 5-15°C | Disperse in cold water, then heat | Small batches, lab work | 0.5-2 hours depending on viscosity |
| Dry-Mixing | N/A | Pre-blend with dry ingredients | Dry-mix formulations | N/A (dissolves during application) |
How to determine the quality of hydroxypropyl methyl cellulose (HPMC) simply and intuitively?
Many of my clients have received substandard HPMC without realizing it until their product failed in the field. This costs them both money and reputation in the market.
To evaluate HPMC quality, check its dissolution clarity (clear solution indicates purity), gel formation (uniform gel shows consistent molecular weight), water retention (wet mortar should hold shape when tilted), and viscosity (consistent solution thickness indicates quality manufacturing).

While laboratory equipment provides precise measurements, several practical tests can help evaluate HPMC quality even without specialized tools. These hands-on methods have helped many of our clients quickly assess incoming materials.
The dissolution clarity test is particularly revealing. Simply dissolve 2g of HPMC in 100ml of water following the recommended method, then observe the solution against light. High-quality HPMC produces a clear or slightly hazy solution without visible impurities or undissolved particles. In our quality control lab, we use a light box with measurement scales to quantify solution clarity.
The gel formation test provides insight into the consistency of the molecular weight distribution. Place a small amount of HPMC solution (2% concentration) at room temperature, then heat it to above its gel temperature (usually 70-80°C). A quality product will form a uniform, cohesive gel without separation or granular texture.
For construction applications, the simple water retention test below has proven invaluable:
- Mix 0.5% HPMC into a standard cement mortar
- Apply the mortar on an absorbent substrate (like a brick)
- Observe how long the mortar remains workable
- Quality HPMC keeps the mortar workable for at least 20-30 minutes
Particle size uniformity also indicates manufacturing quality. Spread a small sample on dark paper and examine under strong light—irregular particles or color variations suggest poor production control. In our factory, we maintain strict particle size distribution standards (90% passing through 100 mesh) to ensure consistent dissolution.
| Quality Parameter | Simple Test Method | What to Look For | Indicates |
|---|---|---|---|
| Dissolution Clarity | Dissolve 2% solution | Clear, haze-free solution | Purity, appropriate processing |
| Gel Formation | Heat 2% solution | Uniform, smooth gel | Consistent molecular weight |
| Water Retention | Standard mortar test | Extended workability time | Functional effectiveness |
| Particle Size | Visual inspection | Uniform particles | Manufacturing quality |
Hydroxypropyl methyl cellulose (HPMC) in putty powder3 amount?
Clients frequently ask me how much HPMC to add to their putty powder formulations. Using too little leads to cracking and poor workability, while using too much increases costs unnecessarily.
For putty powder, HPMC dosage ranges from 0.2% to 0.5% by weight. Interior putty typically requires 0.2-0.3% for adequate water retention and workability, while exterior putty needs 0.3-0.5% to withstand more challenging conditions and prevent cracking.

The optimal HPMC dosage for putty powder depends on several factors including application environment, other ingredients in the formulation, and the desired properties of the finished product. From my experience working with putty manufacturers across different regions, I've developed reliable guidelines.
For basic interior wall putty, a dosage of 0.2-0.3% HPMC (typically 100,000-150,000 mPa·s viscosity) provides sufficient water retention without unnecessarily increasing costs. This ensures good workability for the applicator while preventing premature water loss to the substrate, which would cause shrinkage cracks.
Exterior putty formulations face more challenging conditions including temperature variations, direct sunlight, and potential rain exposure. For these applications, I recommend increasing the HPMC dosage4 to 0.3-0.5% and using a higher viscosity grade (150,000-200,000 mPa·s). This higher dosage improves water retention and enhances the putty's resistance to environmental stresses.
When formulating putty for extreme climates, adjustments are necessary. For hot, dry environments like those in Saudi Arabia or UAE, where I've worked with several clients, increasing the dosage to the higher end of the range and selecting HPMC with higher methoxyl content improves performance. Conversely, for humid climates, a slightly lower dosage prevents excessively slow drying.
The calcium carbonate particle size in your putty also influences the optimal HPMC dosage. Finer calcium carbonate creates more surface area requiring more HPMC for proper binding and water retention. This table summarizes recommended dosages based on application:
| Putty Type | Recommended HPMC Dosage | Suggested Viscosity | Key Benefits |
|---|---|---|---|
| Interior Wall Putty | 0.2-0.3% | 100,000-150,000 mPa·s | Basic water retention, good workability |
| Exterior Wall Putty | 0.3-0.5% | 150,000-200,000 mPa·s | Enhanced durability, crack resistance |
| Skim Coat | 0.2-0.4% | 100,000-150,000 mPa·s | Smooth finish, good sandability |
| Textured Putty | 0.3-0.5% | 150,000-200,000 mPa·s | Pattern retention, slower drying |
| Machine-Applied Putty | 0.1-0.3% | 40,000-100,000 mPa·s | Sprayability, appropriate open time |
Is the viscosity of hydroxypropyl methyl cellulose (HPMC) much appropriate?
I've encountered many clients confused about which HPMC viscosity to choose. Selecting the wrong viscosity leads to application problems, poor final strength, and wasted money on reformulation.
The appropriate HPMC viscosity depends on your application. Tile adhesives need 15,000-100,000 mPa·s for sag resistance. Plasters require 40,000-70,000 mPa·s for workability. Cement renders use 5,000-15,000 mPa·s for sprayability. Putty needs 100,000-200,000 mPa·s for crack prevention.

Selecting the optimal HPMC viscosity is critical for balancing performance and cost in your formulations. Through my experience supplying HPMC to construction material manufacturers5 worldwide, I've developed specific guidelines for different applications.
For tile adhesives, viscosity directly impacts sag resistance—the ability of the adhesive to hold heavy tiles on vertical surfaces without slipping. Higher viscosity HPMC (50,000-100,000 mPa·s) provides excellent sag resistance for heavy tiles and natural stone. However, for floor tile adhesives or lightweight wall tiles, a medium viscosity (15,000-50,000 mPa·s) offers sufficient performance at lower cost.
In plaster applications, workability and water retention must be balanced. Too high viscosity makes the plaster difficult to spread, while too low viscosity reduces water retention. The sweet spot typically lies between 40,000-70,000 mPa·s, with specific selection depending on application method and environmental conditions.
For machine-applied or sprayable renders, lower viscosity HPMC (5,000-15,000 mPa·s) provides the right consistency for pumping while still offering adequate water retention. When I worked with a client in Brazil developing a sprayable render system, we found that 10,000 mPa·s HPMC offered the perfect balance between pump efficiency and render performance.
Putty powder benefits from higher viscosity HPMC (100,000-200,000 mPa·s) to prevent cracking during drying. This high viscosity ensures that water evaporates slowly and uniformly from the applied putty, reducing internal stresses that lead to cracking.
The relationship between viscosity and other performance properties is detailed below:
| Application | Recommended Viscosity | Water Retention | Workability | Adhesion | Sag Resistance |
|---|---|---|---|---|---|
| Self-leveling Compounds | 5,000-15,000 mPa·s | Moderate | Excellent | Good | Not required |
| Tile Adhesives | 15,000-100,000 mPa·s | High | Good | Excellent | Excellent |
| Wall Plasters | 40,000-70,000 mPa·s | High | Good | Good | Good |
| Cement Renders | 5,000-15,000 mPa·s | Moderate | Excellent | Good | Moderate |
| Putty Powder | 100,000-200,000 mPa·s | Very High | Moderate | Excellent | Excellent |
| Joint Compounds | 60,000-150,000 mPa·s | High | Good | Good | Good |
Hydroxypropyl methyl cellulose (HPMC) what are the main technical indicators?
Many customers purchase HPMC without understanding the key technical parameters. This leads to inconsistent product quality and performance issues that could be easily avoided with proper knowledge.
The main technical indicators for HPMC include viscosity (5-200,000 mPa·s), methoxyl content (19-30%), hydroxypropyl content (4-12%), moisture content (<5%), ash content (<5%), gel temperature (58-90°C), particle size (95% passing 100 mesh), and pH (neutral, 5.5-8.0).

Understanding these technical indicators helps ensure you're getting the right HPMC product for your specific application. At our factory, we rigorously test each production batch against these parameters to maintain consistency.
Viscosity is measured as a 2% solution at 20°C using rotational viscometers. This parameter directly impacts the water retention capability and workability of mortars and other applications. We measure viscosity using a Brookfield viscometer according to ASTM D2364, which provides highly accurate readings across different shear rates.
The methoxyl and hydroxypropyl content determine the hydrophobic-hydrophilic balance of the HPMC. These are measured using gas chromatography after complete hydrolysis of the cellulose ether. The methoxyl content particularly impacts water retention—higher methoxyl content (28-30%) provides superior water retention in dry mortar applications. I've observed this repeatedly in our laboratory tests comparing different HPMC grades.
Moisture content impacts shelf life and performance stability. We maintain strict control to keep moisture below 5%, measured using loss on drying methods (2 hours at 105°C). Excessive moisture can lead to clumping during storage and inconsistent performance.
Particle size distribution significantly affects dissolution speed. Our standard specification ensures at least 95% of particles pass through a 100-mesh screen, with many grades achieving 99% to provide rapid, lump-free dissolution. For specialty grades designed for dry-mix mortars, we can customize the particle size to control dissolution timing.
The gel temperature determines at what temperature the HPMC solution transforms from liquid to gel state. This property is crucial for applications in hot environments and affects working time. We measure gel temperature using a heating plate with precise temperature control while observing the solution's phase change.
| Technical Indicator | Typical Range | Measurement Method | Impact on Performance |
|---|---|---|---|
| Viscosity | 5-200,000 mPa·s | Brookfield viscometer (2% solution) | Water retention, workability, sag resistance |
| Methoxyl Content | 19-30% | Gas chromatography | Water retention, dissolution characteristics |
| Hydroxypropyl Content | 4-12% | Gas chromatography | Surface activity, flexibility in dried film |
| Moisture Content | <5% | Loss on drying (105°C) | Storage stability, flowability of powder |
| Ash Content | <5% | Incineration at 600°C | Purity, potential contamination |
| Gel Temperature | 58-90°C | Visual observation of phase change | Working time in hot conditions |
| Particle Size | 95-99% < 100 mesh | Sieve analysis | Dissolution speed, lump formation |
| pH (2% solution) | 5.5-8.0 | pH meter | Compatibility with other ingredients |
What are the main raw materials of hydroxypropyl methylcellulose (HPMC)?
I've had clients ask about raw materials used in HPMC production, especially those concerned with sustainability and chemical safety regulations. Without this knowledge, they couldn't properly document their supply chain.
The main raw materials for HPMC are refined cotton cellulose or wood pulp as the base material, sodium hydroxide (caustic soda) as an activating agent, methyl chloride for methyl etherification, and propylene oxide for hydroxypropyl substitution. The production involves alkalization followed by etherification reactions.

Understanding the raw materials used in HPMC production helps explain its properties and ensures compliance with various regulations. At our manufacturing facilities, we carefully select raw materials to produce consistent, high-quality HPMC.
The primary cellulose source significantly impacts the final product quality. We mainly use refined cotton cellulose with high alpha-cellulose content (>95%) because it provides more consistent reaction conditions and higher purity final products. Wood pulp cellulose is also used, especially for industrial grades, as it offers cost advantages while still providing good functional properties.
The alkalization process uses sodium hydroxide (caustic soda) to activate the cellulose by breaking hydrogen bonds between cellulose chains and making the hydroxyl groups more accessible for substitution. The concentration and amount of sodium hydroxide directly affect the degree of substitution and evenness of the final product.
For the etherification reactions, we use pharmaceutical-grade methyl chloride and propylene oxide. Methyl chloride reacts with activated cellulose to create the methoxy groups, while propylene oxide creates the hydroxypropyl groups. The ratio of these reagents determines the methoxyl/hydroxypropyl balance in the final product.
Our production process involves strict controls for temperature, pressure, and reaction time to ensure consistent substitution patterns along the cellulose backbone. After the reactions are complete, we neutralize the product to achieve a neutral pH, then wash, dry, and mill the product to the desired particle size.
Environmental and safety considerations are paramount in our production facilities. We employ closed-loop systems to recover and recycle reagents, reducing waste and environmental impact. Our process also includes multiple purification steps to remove reaction by-products and residual reagents, ensuring the final HPMC meets or exceeds international safety standards.
| Raw Material | Purpose | Quality Requirements | Impact on Final Product |
|---|---|---|---|
| Cotton Cellulose/Wood Pulp | Base polymer | >95% alpha-cellulose content | Purity, consistency, strength |
| Sodium Hydroxide | Activation agent | Technical or food grade | Reaction efficiency, substitution pattern |
| Methyl Chloride | Methoxyl group source | >99% purity | Methoxyl content, water retention properties |
| Propylene Oxide | Hydroxypropyl group source | >99.5% purity | Surface activity, solution clarity |
| Processing Water | Reaction medium | Deionized, low mineral content | Product purity, ash content |
| Neutralizing Acids | pH adjustment | Food grade (acetic acid, etc.) | Final pH, salt content |
HPMC6 in putty powder application, the main role of what, whether chemical reaction?
Many of my clients misunderstand how HPMC works in putty powder, thinking it undergoes chemical reactions. This misconception leads to formulation and application problems that affect the final product quality.
HPMC in putty powder functions physically, not chemically. It provides water retention to prevent premature drying, improves workability for easier application, enhances adhesion to substrates, increases sag resistance for vertical surfaces, and creates a smoother texture by lubricating between filler particles.

Understanding the physical mechanisms behind HPMC's performance in putty powder helps formulators optimize their products. HPMC does not chemically react with other putty components but instead works through several physical processes to enhance properties.
Water retention is perhaps the most important function of HPMC in putty powder. When mixed with water, HPMC forms a hydrocolloid network that physically slows water movement. This prevents the putty from drying too quickly when applied to absorbent surfaces like drywall or concrete. In our laboratory tests, putty formulations with 0.3% HPMC (150,000 mPa·s) retained about 98% of their water after 30 minutes on an absorbent substrate, compared to only 75% water retention in formulations without HPMC.
The improved workability comes from HPMC's lubricating effect between the solid particles in the putty. This creates a smooth, creamy consistency that spreads easily and reduces applicator fatigue. I've had customers report that adding the correct HPMC grade reduced application time by up to 20% due to improved spreadability.
HPMC enhances adhesion by increasing the contact area between the putty and the substrate. As the putty dries, the HPMC forms a film that helps bind the calcium carbonate and other components to the surface. Our adhesion tests show that putty with properly selected HPMC can achieve up to 40% higher adhesion strength compared to formulations without HPMC.
Sag resistance is critical for vertical applications. HPMC imparts thixotropic properties to the putty, meaning it flows when force is applied (during spreading) but becomes stiff when left undisturbed (after application). This prevents the putty from sliding down vertical walls.
| HPMC Function in Putty | Mechanism | Observable Benefit | Testing Method |
|---|---|---|---|
| Water Retention | Hydrocolloid network formation | Even drying, reduced cracking | Water retention test (DIN method) |
| Workability Enhancement | Particle lubrication | Smooth application, less effort | Spread rate measurement |
| Adhesion Improvement | Increased contact area & film formation | Better bonding to substrate | Pull-off adhesion test |
| Sag Resistance | Thixotropic behavior | No slumping on vertical surfaces | Vertical hold test |
| Texture Improvement | Even particle distribution | Smoother finish, easier sanding | Surface roughness measurement |
HPMC non-ionic cellulose ether, so what is non-ionic?
Customers often ask about the term "non-ionic" with HPMC, not understanding its significance or how it affects compatibility with other materials in their formulations.
Non-ionic means HPMC has no electrical charge in solution, unlike anionic (negative charge) or cationic (positive charge) additives. This neutral characteristic makes HPMC compatible with virtually all other ingredients in construction formulations, preventing undesired reactions, precipitation, or loss of performance.
The non-ionic nature of HPMC is a fundamental property that determines its behavior in solution and compatibility with other ingredients. Understanding this characteristic helps formulators avoid potential incompatibilities and optimize their products.
In chemical terms, "non-ionic" refers to the absence of ionizable groups in the HPMC molecule. While the hydroxyl groups in HPMC can form hydrogen bonds, they don't dissociate in solution to form charged ions. This contrasts with other cellulose derivatives like carboxymethyl cellulose (CMC), which has carboxyl groups that ionize in water to create a negative charge.
This non-ionic character provides several practical advantages in construction applications. First, it ensures stability across a wide pH range from 3 to 11, making HPMC suitable for both acidic and alkaline environments common in different mortar formulations. In our laboratory testing, HPMC maintains consistent viscosity from pH 4 to 10, while ionic cellulose ethers like CMC show significant viscosity changes with pH variations.
The compatibility with calcium ions is particularly important in cement-based formulations. Ionic additives often form precipitates with calcium, reducing their effectiveness and potentially causing quality issues. HPMC remains fully functional even in high-calcium environments like cement mortars and gypsum-based products.
In practical applications, the non-ionic nature allows HPMC to be used with virtually any other additives in construction formulations, including:
- Redispersible polymer powders (both vinyl acetate and acrylic based)
- Superplasticizers and water reducers
- Air entraining agents
- Set retarders and accelerators
- Inorganic fillers and pigments
| Property | Non-ionic HPMC | Anionic Cellulose Ethers (e.g., CMC) | Practical Impact |
|---|---|---|---|
| Charge in Solution | None | Negative | HPMC has broader compatibility |
| pH Stability Range | 3-11 | 4-9 | HPMC works in more environments |
| Calcium Ion Compatibility | Excellent | Poor (forms precipitates) | HPMC performs better in cement systems |
| Salt Tolerance | High | Low | HPMC maintains viscosity in hard water |
| Compatibility with Cationic Additives | Excellent | Poor | HPMC works with more formulation ingredients |
| Temperature Stability | Gel formation at specific temperature | No clear gel point | HPMC offers thermal gelation property |
Many users don't understand what affects HPMC gel temperature, leading to unexpected product behavior in different climates. This causes application failures and customer complaints that could be avoided.
HPMC gel temperature is related to its chemical structure, particularly the methoxyl content and molecular weight. Lower methoxyl content (19-24%) creates higher gel temperatures (75-90°C), while higher methoxyl content (27-30%) produces lower gel temperatures (58-65°C). Adding salts or alcohols can further modify gel temperature.

The gel temperature of HPMC is a critical property that influences product performance in varying climate conditions. When an HPMC solution is heated, it undergoes a phase transition from a soluble state to a gel state at a specific temperature range. Understanding what affects this property allows formulators to select the appropriate HPMC grade for different applications and environments.
The methoxyl content has the most significant impact on gel temperature. Through our product development research, we've established that HPMC with high methoxyl substitution (27-30%) typically gels at lower temperatures (58-65°C), making it suitable for applications in moderate climates. Conversely, HPMC with lower methoxyl content (19-24%) gels at higher temperatures (75-90°C), making it more appropriate for hot climate applications.
Molecular weight (reflected in viscosity grade) also influences gel temperature, though to a lesser extent than methoxyl content. Higher molecular weight HPMC generally exhibits slightly lower gel temperatures than lower molecular weight HPMC with the same substitution pattern. In our laboratory testing, we've observed approximately a 3-5°C decrease in gel temperature when comparing 5,000 mPa·s HPMC to 100,000 mPa·s HPMC with identical methoxyl content.
External factors can also modify the gel temperature of HPMC in formulations. Inorganic salts typically lower the gel temperature, with effects varying based on salt concentration and type. For instance, adding 1% sodium chloride can reduce the gel temperature by approximately 5-8°C. Conversely, certain alcohols and sugars can increase the gel temperature, providing formulators with tools to fine-tune this property for specific applications.
Understanding gel temperature is particularly important for applications in varying climates. For products exported to hot regions like the Middle East, selecting HPMC with higher gel temperatures prevents premature gelation during application. For products used in moderate climates, standard gel temperature grades offer cost-effective performance.
| Factor | Effect on Gel Temperature | Magnitude of Impact | Practical Application |
|---|---|---|---|
| Methoxyl Content | Higher content = Lower gel temp | Major (15-20°C difference) | Climate-specific formulation |
| Molecular Weight | Higher MW = Slightly lower gel temp | Minor (3-5°C difference) | Fine-tuning performance |
| Salt Addition | Most salts lower gel temp | Moderate (5-10°C decrease) | Adjusting working time in hot weather |
| Alcohol/Sugar Addition | Can increase gel temp | Moderate (3-8°C increase) | Extending working time |
| Solution Concentration | Higher concentration = Lower gel temp | Minor (2-4°C difference) | Consistency in different mixing conditions |
| pH | Minimal effect in normal range | Very minor (1-2°C difference) | Not typically used for adjustment |
Does the powder loss of putty powder have anything to do with HPMC?
Many putty manufacturers struggle with powder loss during packaging and application. This wastes valuable material and creates dust hazards, but many don't realize HPMC can help solve this problem.
Yes, HPMC significantly reduces powder loss in putty powder. It creates bonds between fine particles, preventing them from becoming airborne during handling. Higher viscosity HPMC (100,000+ mPa·s) at 0.3-0.5% dosage effectively reduces dusting while improving water retention and workability.

Powder loss is a significant issue in putty powder production and application. It not only represents material waste but also creates health concerns through respirable dust and complicates the cleaning process after application. HPMC plays a crucial but often overlooked role in controlling this problem.
The mechanism behind HPMC's ability to reduce powder loss involves several physical interactions. During the production process, even before water is added, HPMC creates weak hydrogen bonds between the fine particles in the dry mix. These bonds are strong enough to prevent particles from becoming airborne during handling but weak enough to allow the powder to flow properly during packaging and application.
In our testing laboratory, we've quantified this effect using a standardized dust generation test. Putty powder formulations containing 0.4% high-viscosity HPMC (150,000 mPa·s) showed approximately 65% less airborne dust compared to identical formulations without HPMC. This dramatic reduction in powder loss translates directly to material savings and improved workplace safety.
The most effective HPMC grades for dust reduction are those with higher viscosity, typically 100,000 mPa·s and above. This is because higher viscosity grades generally have longer polymer chains that create more effective physical bridging between particles. In our factory trials with clients, we've found the optimal dosage for dust reduction is typically 0.3-0.5% of the total formulation weight.
An added benefit is that the same HPMC that reduces powder loss also provides essential functional properties in the mixed putty, including water retention and workability. This makes HPMC a multi-functional additive that addresses several performance requirements simultaneously.
| Aspect | Without HPMC | With Optimal HPMC (0.4%) | Measurement Method |
|---|---|---|---|
| Airborne Dust Generation | High | Reduced by 60-70% | Standardized dust chamber test |
| Material Loss During Packaging | 0.5-1.5% | 0.1-0.3% | Weight comparison before/after packaging |
| Respiratory Protection Requirements | High-level masks often required | Basic dust masks usually sufficient | Workplace air quality monitoring |
| Cleanup Time After Application | Longer | Reduced by approximately 30% | Time study in controlled application |
| Particle Cohesion (Dry Mix) | Low | Moderate | Cohesion testing using standard methods |
| Flow Properties | Excellent | Good (slight reduction) | Flow cone testing |
What is the difference between the cold water instant type and hot soluble type of hydroxypropyl methyl cellulose in the production process?
I often see confusion among buyers about the differences between cold-water instant and hot-soluble HPMC types. This leads to purchasing the wrong product type and subsequent production problems.
The key difference is surface treatment. Cold-water instant HPMC undergoes an additional surface treatment process (typically with glyoxal or aluminum stearate) that prevents immediate gel formation when contacting water. This allows direct addition to cold water without lumping, unlike hot-soluble types that require hot water dispersal first.

The production processes for cold-water instant (CWI) and hot-soluble HPMC differ significantly in the final stages of manufacturing, which directly impacts how these products perform in application. Understanding these differences helps formulators select the appropriate type for their specific production setup.
Both types start with the same base HPMC production process: alkalization of cellulose followed by etherification with methyl chloride and propylene oxide. After this reaction, the product is neutralized, washed, dried, and milled to a specific particle size. At this point, the product is a standard hot-soluble HPMC.
For cold-water instant grades, an additional processing step is required. The finished HPMC powder undergoes surface treatment with specific reagents, typically either glyoxal (for food and pharmaceutical grades) or aluminum stearate (for construction grades). This treatment creates a hydrophobic barrier on the particle surface that temporarily prevents water from penetrating and causing immediate gel formation.
In our production facilities, this surface treatment is carefully controlled to ensure the right balance between delayed wetting and complete dissolution. Too much surface treatment causes excessively slow dissolution, while too little fails to prevent lumping in cold water.
The main advantage of CWI grades is their ease of use in production environments. They can be added directly to cold water with moderate agitation, dissolving gradually without forming lumps. This simplifies the production process by eliminating the need for hot water dispersal followed by cooling. For many of our clients with simpler mixing equipment, this provides significant production advantages.
However, CWI grades typically cost 10-15% more than standard grades due to the additional processing required. For large-scale operations with adequate temperature-controlled mixing equipment, standard hot-soluble grades often provide better cost efficiency.
| Characteristic | Hot-Soluble Type | Cold-Water Instant Type |
|---|---|---|
| Surface Treatment | None | Glyoxal or aluminum stearate |
| Dissolution Method | Dispersal in hot water (80-90°C), then cooling | Direct addition to cold water |
| Lump Formation Risk | High in cold water | Low in cold water |
| Dissolution Speed | Faster once properly dispersed | Slightly slower overall |
| Production Equipment Required | Temperature-controlled mixer beneficial | Standard mixer sufficient |
| Cost | Standard | 10-15% premium |
| Typical Applications | Large-scale industrial production with sophisticated equipment | Smaller operations, field mixing, products requiring simplified mixing |
| Storage Stability | Excellent | Good (may slowly lose instant-dissolving property over extended storage) |
What's the reason for the odor of Hydroxypropyl Methylcellulose (HPMC)?
I've had clients reject HPMC shipments due to odor concerns, not understanding that some odor is normal while excessive odor indicates quality issues. This knowledge gap costs time and creates unnecessary disputes.
High-quality HPMC has a mild, characteristic odor from the production process. Excessive or unpleasant odors may indicate improper washing (chemical residues), contamination during production, microbial growth from improper storage, or oxidation of cellulose chains. Proper manufacturing controls minimize odor.

Understanding the sources of odor in HPMC helps both manufacturers and users distinguish between normal product characteristics and potential quality issues. From my experience managing quality control for HPMC production, I can identify several factors that influence HPMC odor.
All HPMC products have a mild characteristic odor resulting from the etherification process. This base odor is typically subtle and described as slightly sweet or paper-like. In high-quality products, this odor is barely noticeable and certainly not unpleasant. During our quality control process, we conduct regular odor evaluations using a standardized panel of testers to ensure consistency.
Excessive or off-odors can stem from several sources in the production process. Insufficient washing after the chemical reactions can leave traces of reaction byproducts, particularly dimethyl ether and propylene glycol, which have distinctive odors. Our production process includes multiple washing cycles specifically designed to remove these residues.
Contamination during production, particularly from lubricating oils in equipment or cross-contamination from other product lines, can introduce foreign odors. We maintain strict segregation of production lines and implement rigorous cleaning protocols to prevent this issue.
Improper drying or storage conditions can lead to microbial growth, creating musty or sour odors. Our drying process ensures moisture content below 5%, and we monitor storage conditions to prevent moisture absorption during warehousing.
Oxidation of cellulose chains during storage can create a rancid odor, particularly in older product batches stored in unsuitable conditions (high temperature, humidity, or direct sunlight). We recommend storing HPMC in cool, dry conditions and using within the recommended shelf life (typically 24 months from production under proper storage).
In our quality assurance process, we use both human sensory testing and analytical methods (headspace gas chromatography) to detect and identify volatile compounds that contribute to odor. This allows us to trace any odor issues to their source in the production process and implement corrective actions.
| Odor Characteristic | Potential Cause | Quality Implication | Preventive Measure |
|---|---|---|---|
| Mild, paper-like | Normal characteristic | Acceptable | N/A - normal product |
| Strong chemical/solvent | Insufficient washing | Poor quality - residual reagents | Multiple washing cycles |
| Musty/moldy | Microbial growth | Storage issue | Proper drying and storage |
| Rancid/oxidized | Oxidation of cellulose | Age or storage issue | Proper packaging, rotation of stock |
| Foreign/mechanical | Equipment contamination | Production issue | Equipment cleaning protocols |
| Burnt/caramelized | Excessive heat during drying | Process control issue | Controlled drying parameters |
How to choose the appropriate Hydroxypropyl Methylcellulose (HPMC) for different purposes?
Many of my clients select HPMC based solely on price or a competitor's recommendation, without considering their specific application needs. This leads to suboptimal performance and unnecessary costs.
Choose HPMC based on application requirements. For tile adhesives7, select 100,000-150,000 mPa·s viscosity with high methoxyl content. For self-leveling compounds2, use 15,000-40,000 mPa·s. For renders, choose 30,000-70,000 mPa·s. For putty, select 150,000+ mPa·s. Consider required water retention, workability, and environmental conditions.

Selecting the appropriate HPMC involves matching product characteristics to specific application requirements. Through my experience helping hundreds of clients optimize their formulations, I've developed a systematic approach to HPMC selection.
First, identify the primary performance requirements for your specific application. For tile adhesives8, the key requirements are typically strong water retention, excellent sag resistance, and extended open time. This points toward higher viscosity HPMC (100,000-150,000 mPa·s) with high methoxyl content (28-30%). When we reformulated a client's tile adhesive in Mexico using this approach, their product achieved 40% longer open time in hot conditions.
For self-leveling compounds, flowability is paramount while still maintaining adequate water retention. Lower viscosity HPMC (15,000-40,000 mPa·s) provides the optimal balance, allowing easy flow while preventing excessive water loss to porous substrates.
Consider the application method and equipment. Machine-applied products generally benefit from lower viscosity HPMC to facilitate pumping, while hand-applied products can use higher viscosity grades for better workability. For a client developing a spray-applied render, we recommended 20,000 mPa·s HPMC that reduced pump pressure requirements by 15% while maintaining proper water retention.
Environmental conditions significantly impact HPMC selection. For products used in hot, dry climates, choose HPMC with higher methoxyl content and consider higher dosage levels to combat rapid water evaporation. For cold climate applications, standard methoxyl grades provide adequate performance at potentially lower cost.
Cost optimization should consider the total formulation, not just the HPMC price. Sometimes, a more expensive HPMC grade allows reduction in dosage or elimination of other additives, resulting in overall cost savings. We helped a client in Saudi Arabia reformulate their exterior render using a premium HPMC grade that, despite costing 20% more per kilogram, enabled a 25% reduction in dosage and eliminated a separate water-retention aid, resulting in net savings.
| Application | Recommended HPMC Properties | Key Performance Requirements | Typical Dosage |
|---|---|---|---|
| Tile Adhesives | 100,000-150,000 mPa·s, high methoxyl | Water retention, sag resistance, open time | 0.25-0.4% |
| Self-Leveling Compounds | 15,000-40,000 mPa·s, standard methoxyl | Flowability, moderate water retention | 0.15-0.3% |
| Cement-Based Renders | 30,000-70,000 mPa·s, high methoxyl | Workability, water retention, adhesion | 0.20-0.35% |
| Gypsum-Based Plasters | 40,000-80,000 mPa·s, standard methoxyl | Setting time regulation, workability | 0.10-0.25% |
| Putty Powder | 150,000+ mPa·s, high methoxyl | Strong water retention, crack prevention | 0.30-0.50% |
| Joint Compounds | 60,000-150,000 mPa·s, standard methoxyl | Good workability, sandability | 0.25-0.40% |
| Cement Concrete | 10,000-30,000 mPa·s, special grade | Water retention, workability | 0.05-0.15% |
| Exterior Insulation Systems | 100,000-200,000 mPa·s, high methoxyl | Strong water retention, bonding | 0.30-0.50% |
What are the alternative names for Hydroxypropyl Methylcellulose?
I often see clients confused by different names and abbreviations for the same product. This confusion leads to procurement errors and missed opportunities to identify equivalent products from different suppliers.
Hydroxypropyl Methylcellulose is also known as HPMC, Hypromellose (in pharmaceuticals), E464 (food additive designation), 2-hydroxypropyl methylcellulose, or propylene glycol ether of methylcellulose. In construction materials, it's sometimes called cellulose ether9, methyl cellulose ether, or cellulose thickener.

Understanding the different nomenclature for HPMC is important for procurement, regulatory compliance, and technical documentation. The variety of names stems from different industry conventions, regulatory frameworks, and historical development.
The most common abbreviation, HPMC, is widely used in technical literature and by manufacturers across all industries. However, in pharmaceutical applications, the International Nonproprietary Name (INN) "Hypromellose" is the officially recognized term. When you see this term on medication ingredients, it refers to the same chemical compound as HPMC.
In food applications, HPMC is designated as E464 in the European food additive numbering system. Food manufacturers often use this designation on ingredient labels for regulatory compliance. The "E" prefix indicates approval for use in the European Union as a food additive.
From a chemical perspective, the systematic name "2-hydroxypropyl methylcellulose" describes the molecular structure more precisely. This name is occasionally found in academic literature and chemical databases but rarely used in commercial contexts.
Some suppliers, particularly those serving multiple industries, market their products under generic terms like "cellulose ether" or "modified cellulose." While these terms are technically correct, they're broader categories that can include other cellulose derivatives like CMC (carboxymethyl cellulose) or HEC (hydroxyethyl cellulose).
In construction materials, especially in less technical marketing literature, you might encounter descriptive terms like "cellulose thickener," "water retention agent," or "rheology modifier" that refer to HPMC's function rather than its chemical identity.
Understanding these alternative names helps procurement teams identify equivalent products across different suppliers and ensures regulatory documentation correctly references the same material across different contexts.
| Name | Primarily Used In | Regulatory Context | Level of Specificity |
|---|---|---|---|
| HPMC | All industries (technical) | Common abbreviation | Specific to hydroxypropyl methylcellulose |
| Hypromellose | Pharmaceutical | USP, BP, Ph.Eur, JP official name | Specific to hydroxypropyl methylcellulose |
| E464 | Food industry | EU food additive regulation | Specific to hydroxypropyl methylcellulose |
| 2-hydroxypropyl methylcellulose | Scientific literature | Chemical nomenclature | Very specific, includes chemical structure |
| Cellulose ether | Construction materials | Generic category | Broad (includes other cellulose derivatives) |
| Methyl cellulose ether | Construction materials | Semi-generic category | Semi-specific (includes MC and HPMC) |
| Cellulose thickener | General industrial | Functional description | Very broad (includes many cellulose products) |
| Modified cellulose | General industrial | Generic category | Very broad (includes many cellulose derivatives) |
| KEHAO , etc. | All industries | Trade names (varies by manufacturer) | Specific to manufacturer's HPMC products |
Application of HPMC in putty powder and the reasons for bubble formation in putty powder?
Many of my clients face problems with bubbles in their putty applications. These bubbles lead to surface defects, customer complaints, and expensive rework. Understanding the causes helps prevent this frustrating issue.
HPMC in putty powder provides water retention, workability, adhesion, and sag resistance. Bubbles form due to excessive mixing speed trapping air, incompatible defoamers, high HPMC concentration creating stable air bubbles, rapid application trapping air, or bacterial fermentation in stored putty releasing gas.

The application of HPMC in putty powder is multi-functional, but managing bubble formation requires understanding both the benefits HPMC provides and how it can contribute to bubble issues under certain conditions.
HPMC serves several critical functions in putty powder formulations. It primarily provides water retention, preventing premature drying when the putty is applied to absorbent substrates like drywall or concrete. This allows proper leveling and curing without shrinkage cracks. Additionally, HPMC improves workability, making the putty easier to spread and shape. It enhances adhesion to the substrate and provides sag resistance for vertical applications.
However, bubble formation in putty can be a significant quality issue, and HPMC plays a complex role in this phenomenon. The surface activity of HPMC can stabilize air bubbles introduced during mixing. This bubble stabilization is actually beneficial in some construction applications like mortars where air entrainment improves freeze-thaw resistance, but it's detrimental in putty where a smooth finish is essential.
From my experience troubleshooting bubble problems with customers, I've identified several root causes and solutions:
Excessive mixing speed is the most common cause of bubble formation. High-speed mixing incorporates air into the putty, and HPMC stabilizes these bubbles, preventing them from escaping. We recommend using the lowest effective mixing speed and allowing the mixed putty to rest for 5-10 minutes before application to allow larger bubbles to rise and burst.
Incompatible defoamers can actually worsen bubble problems. Some defoamers work well in polymer systems but perform poorly in mineral-based putty with HPMC. In our laboratory, we test compatibility between HPMC and defoamers to recommend effective combinations. Silicone-based defoamers often work better than mineral oil-based options in HPMC systems.
The HPMC concentration affects bubble stability. Higher dosages (above 0.5%) can create more stable bubbles that don't easily burst. If bubble problems persist, slightly reducing the HPMC dosage and compensating with other additives like starch ethers can help maintain water retention while reducing bubble stabilization.
Application technique significantly impacts bubble formation. Rapid, aggressive application creates more entrapped air. Training applicators to use smooth, consistent movements reduces bubble incorporation. Using proper tools like wide, flexible trowels also helps create a smoother finish.
| Bubble Formation Cause | Mechanism | Solution |
|---|---|---|
| Excessive Mixing Speed | Mechanical air incorporation | Use lower mixing speed, allow rest time before application |
| Incompatible Defoamer | Ineffective bubble breaking | Test and select compatible defoamers (silicone-based often work better) |
| High HPMC Concentration | Enhanced bubble stabilization | Optimize HPMC dosage, possibly combine with other additives |
| Rapid Application Technique | Air trapping during spreading | Train for smooth application, use appropriate tools |
| Bacterial Fermentation | Gas production in stored putty | Add appropriate biocide, reduce water content, store properly |
| Hard Water Mixing | Calcium-soap formation causing air trapping | Use deionized water or water softener if possible |
| Incompatible Mixing Sequence | Premature HPMC hydration | Follow proper mixing sequence (HPMC pre-dispersion before other ingredients) |
Formulas for interior and exterior wall putty powder?
Clients frequently request starting formulations for wall putty powders. Without a good baseline formula, they waste time and resources on trial and error, often ending up with suboptimal products.
Interior wall putty typically contains 93-96% calcium carbonate (mix of coarse/fine), 0.2-0.3% HPMC (100,000-150,000 mPa·s), 3-5% white cement or gypsum, and small amounts of redispersible powder, defoamer, and pigments. Exterior putty adds more cement (5-7%), higher HPMC (0.3-0.5%), and water-repellent additives.

Developing effective wall putty formulations requires balancing performance requirements with cost considerations. Based on my experience working with putty manufacturers across various markets, I can share reliable starting formulations for both interior and exterior applications.
For interior wall putty powder, the calcium carbonate grade and particle size distribution significantly impact the final product quality. I recommend using a blend of coarse (200-300 mesh) and fine (400-800 mesh) calcium carbonate to achieve optimal packing density and smooth finish. Typically, a ratio of 70:30 (coarse:fine) works well as a starting point.
HPMC selection for interior putty should focus on water retention and workability. A medium-to-high viscosity grade (100,000-150,000 mPa·s) at 0.2-0.3% dosage provides good performance in standard conditions. If the putty will be applied in particularly hot or dry environments, increasing both the viscosity and dosage slightly improves performance.
White cement or gypsum serves as the binding agent, with the choice depending on local availability, cost, and performance requirements. White cement provides better water resistance and strength, while gypsum offers faster setting and easier sandability. Some manufacturers use a combination of both to balance these properties.
For exterior wall putty, the formulation must address additional challenges including weather resistance, UV stability, and dimensional stability through temperature cycles. Increasing the cement content to 5-7% improves durability, while higher HPMC dosage (0.3-0.5%) enhances water retention during application and curing.
Water-repellent additives are essential in exterior putty formulations. Hydrophobic agents like zinc stearate (0.2-0.5%) or silicone-based water repellents (0.1-0.3%) significantly improve the putty's resistance to rain and moisture after curing.
| Component | Interior Wall Putty | Exterior Wall Putty | Function |
|---|---|---|---|
| Calcium Carbonate (coarse) | 65-70% | 60-65% | Primary filler, provides bulk |
| Calcium Carbonate (fine) | 25-28% | 25-28% | Improves smoothness and finish |
| White Cement | 3-5% | 5-7% | Binding agent, provides hardness |
| HPMC | 0.2-0.3% | 0.3-0.5% | Water retention, workability |
| Redispersible Polymer Powder | 0.5-2% | 2-4% | Flexibility, adhesion, cohesion |
| Water Repellent Additive | 0-0.2% | 0.3-0.5% | Weather resistance |
| Defoamer | 0.1-0.2% | 0.1-0.2% | Reduces air bubbles |
| Titanium Dioxide | 0.5-1% | 0.5-1% | Whiteness, UV resistance |
| Pigments/Colorants | As needed | UV-stable grades | Color |
| Rheology Modifier | 0-0.1% | 0-0.2% | Improves sag resistance |
| Setting Retarder | 0-0.1% | 0-0.1% | Extends working time if needed |
What is the difference between HPMC and MC?
Many customers ask about the differences between HPMC and MC, unsure which to choose for their applications. This confusion often leads to selecting the wrong product, causing application problems and wasted resources.
The main difference is that HPMC contains both methoxyl and hydroxypropyl groups, while MC has only methoxyl groups. This gives HPMC better surface activity, lower gel temperature (58-65°C vs. 70-90°C for MC), better solubility in cold water, and improved compatibility with other ingredients compared to MC.

The difference between Hydroxypropyl Methylcellulose (HPMC) and Methylcellulose (MC) goes beyond chemical structure to practical performance differences in various applications. Understanding these differences helps formulators select the most appropriate product for specific needs.
At the molecular level, both HPMC and MC are cellulose ethers where some hydroxyl groups of the cellulose backbone have been substituted with methoxyl groups. However, HPMC has additional hydroxypropyl groups, which significantly alters its performance characteristics. These hydroxypropyl groups provide HPMC with enhanced surface activity and interfacial properties.
The gel temperature difference between HPMC and MC has significant practical implications. MC typically gels at 70-90°C, while HPMC gels at 58-65°C (for standard construction grades). This lower gel temperature makes HPMC more suitable for applications in moderate climates, while MC may perform better in very hot environments where higher gel temperature prevents premature thickening.
In terms of solubility, HPMC dissolves more readily in cold water than MC due to the hydroxypropyl groups increasing the hydrophilicity of the molecule. This translates to easier mixing in field conditions and faster dissolution in production processes. MC requires more careful dispersion to avoid lumping during dissolution.
The surface activity difference impacts performance in applications like mortars and renders. HPMC provides better adhesion to substrates and more effective air entrainment, which improves workability and freeze-thaw resistance. In our laboratory testing, HPMC consistently shows approximately 15-25% better adhesion strength in tile adhesive formulations compared to MC of similar viscosity.
Water retention capability differs slightly between the two products. While both provide good water retention, HPMC typically offers superior performance in cement-based systems due to better compatibility with calcium ions. This makes HPMC the preferred choice for most construction applications, especially in hot or dry conditions.
| Property | HPMC | MC | Practical Impact |
|---|---|---|---|
| Chemical Structure | Methoxyl + hydroxypropyl groups | Only methoxyl groups | HPMC has more versatile performance |
| Gel Temperature | 58-65°C (standard grades) | 70-90°C | MC better in very hot climates, HPMC better in moderate climates |
| Surface Activity | Higher | Lower | HPMC provides better adhesion and air entrainment |
| Cold Water Solubility | Better | Moderate | HPMC dissolves more easily and quickly |
| Enzymatic Resistance | Higher | Lower | HPMC has better storage stability in certain formulations |
| Compatibility with Other Additives | Excellent | Good | HPMC works with more diverse formulation ingredients |
| Cost | Slightly higher | Lower | MC may offer cost advantages where its properties are sufficient |
| pH Stability | 3-11 | 3-11 | Both perform similarly across typical pH ranges |
| Salt Tolerance | Higher | Lower | HPMC performs better in high-salt formulations |
The relationship between HPMC viscosity and temperature should be taken into account in practical applications?
Many customers overlook how temperature affects HPMC viscosity in real-world applications. This oversight leads to inconsistent product performance in different seasons or climates, causing customer complaints and technical support issues.
Yes, HPMC viscosity decreases as temperature rises (until reaching gel temperature). A solution that's properly thick at 20°C may become too thin at 35°C, affecting water retention and workability. In hot climates, use higher viscosity grades or increase dosage by 10-15% in summer formulations to maintain consistent performance.

The relationship between HPMC viscosity and temperature is a critical consideration that many formulators overlook. This relationship follows a characteristic pattern that significantly impacts product performance across different application conditions.
HPMC solutions show an inverse relationship between viscosity and temperature up to the gel point. As temperature increases, the viscosity decreases—a phenomenon caused by increased molecular movement and weakened hydrogen bonding between HPMC and water molecules. Our laboratory measurements show that viscosity typically decreases by 5-7% for each 1°C temperature increase in the range of 10-40°C.
This temperature sensitivity has significant practical implications for construction applications. For example, a tile adhesive mixed and applied at 20°C might have ideal consistency and sag resistance. The same formulation mixed at 35°C in summer would be noticeably thinner, potentially causing tiles to sag on vertical installations. I've seen this exact issue with a client in Dubai whose tile adhesive performed differently between air-conditioned interior spaces and hot exterior environments.
Seasonal formulation adjustments can address this challenge. For products used in varying climates, I recommend developing "winter" and "summer" formulations, with the summer version using either a higher viscosity HPMC grade or 10-15% higher dosage to compensate for the temperature effect. This approach has helped many of our clients maintain consistent product performance year-round.
The temperature effect on viscosity reverses once the solution approaches the gel temperature (typically 58-65°C for standard construction grades). At this point, viscosity rapidly increases as the HPMC forms a gel structure. This property can be advantageous in certain applications like self-leveling compounds, where the material flows easily during application but stiffens when heated by an exothermic cement reaction, reducing sag issues.
For laboratory testing and quality control, standardizing the temperature is essential for meaningful comparisons. We conduct all viscosity measurements at exactly 20°C using calibrated water baths to ensure reproducible results. When comparing HPMC products from different suppliers, ensuring identical testing temperatures is critical for valid comparisons.
| Temperature (°C) | Relative Viscosity Change | Practical Effect | Recommended Adjustment |
|---|---|---|---|
| 10 | +35-45% compared to 20°C | Thicker consistency, harder to mix | Reduce HPMC dosage by 10-15% |
| 20 | Baseline (standard testing temp) | Reference point | Standard formulation |
| 30 | -30-40% compared to 20°C | Thinner consistency, reduced water retention | Increase HPMC dosage by 10-15% |
| 40 | -55-65% compared to 20°C | Significantly reduced viscosity | Increase HPMC dosage by 20-25% or use higher viscosity grade |
| 50 | -70-80% compared to 20°C | Very low viscosity, approaching gel temp | Consider different HPMC type with higher gel temperature |
| 60-65 | Rapid viscosity increase | Gel formation begins | Avoid reaching this temperature during application |
Conclusion
Hydroxypropyl Methylcellulose (HPMC) is a versatile additive with unique properties that significantly impact construction materials. Understanding its types, proper usage, and technical parameters helps optimize formulations for different applications and environments, ensuring consistent performance and cost-effectiveness.
-
Explore how HPMC enhances construction materials, improving quality and performance. ↩
-
Learn about self-leveling compounds and how HPMC enhances their performance. ↩ ↩
-
Find out the recommended HPMC dosages for effective putty powder formulations. ↩
-
Understanding the right dosage of HPMC is crucial for enhancing putty performance and durability. ↩
-
HPMC enhances the performance of various construction materials, making it a valuable additive. ↩
-
Learn about HPMC's physical functions in putty powder and its impact on application. ↩
-
Find out which HPMC types are best suited for tile adhesives and why they matter. ↩
-
Discover the specific HPMC requirements for self-leveling compounds and their applications. ↩
-
Discover the applications of cellulose ether and how it relates to HPMC and other cellulose derivatives. ↩